欢迎访问快赢Il官网!
冷弯设备-冷弯成型机
多年专注冷弯设备、辊压冷弯成型设备及各种异型冷弯设备研发 生产 销售
全国免费服务热线:138-6180-1880

联系方式CONTACT US
 『无锡正创冷弯』专业抗震支架设备厂家,提供消防管廊抗震支架成型机及太阳能光伏支架生产线,价格优惠!
『无锡正创冷弯』专业抗震支架设备厂家,提供消防管廊抗震支架成型机及太阳能光伏支架生产线,价格优惠!
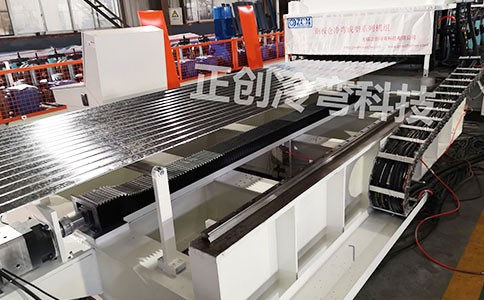
冷弯成型机跑偏的解决措施
2022/10/28 16:19:48
阅读:
冷弯成型机在运行的过程中出现跑偏的现象,我们应该怎么解决呢?有哪些解决措施呢?一起跟着无锡冷弯成型机一下:
 冷弯成型机的调试办法,如板向右跑,垫左角(进料架),或落右边底平(第几轴跑偏落第几轴底平,上轴随底轴下落。把辊压成型机排和一排找好中心,然后紧固两头锁母,在中心轮的正中心前、后拉好一条直线,把上、下轴的空隙调整好后,就可顺着直线调整机器。
冷弯成型机的调试办法,如板向右跑,垫左角(进料架),或落右边底平(第几轴跑偏落第几轴底平,上轴随底轴下落。把辊压成型机排和一排找好中心,然后紧固两头锁母,在中心轮的正中心前、后拉好一条直线,把上、下轴的空隙调整好后,就可顺着直线调整机器。
先把辊压成型机设备机前、后两排队的四角从大架究竟轴上端的高衡量共同,然后从排到一排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两头调成水平。冷弯成型机也可称为辊式冷弯成型,即在一排串联的成型轧机上,联络经过金属板和金属板带,依次使其弯曲,将平板加工成所需求的截面形状的塑性加工法。辊式冷弯成型曾用于自行车的轮圈,伞的骨架制作等。 辊压成型机上下轧辊中心线应在同一平面线上,以中心轮为准,平面度不大于1mm,每一排上下轧辊的空隙相等,空隙偏差+0.1mm。用常规量具或塞尺调试。
在冷弯成型机日常运用中,通常遇到的问题有:歪曲,边部波涛,纵向弯曲等。现在这样的问题,一般是轧辊的各个着力点受力不均衡,轧辊左右跑偏了不在一条直线上,所以,咱们在调试的时候,要捉住一个中心点去考虑问题,即轧辊要在一条直线上,每组轧辊的上下空隙应共同,所以,当冷弯成型机出现问题时,应环绕这个中心思想去调试。
上一篇:金属辊压成型机如何进行维护呢?
下一篇:简述冷弯是如何成型的呢?

Copyright @ 2018 快赢Il © 版权所有
备案号:
 无锡市惠山区玉祁镇武玉路蓉新村
无锡市惠山区玉祁镇武玉路蓉新村
 0510-83898333 / 138-6180-1880
0510-83898333 / 138-6180-1880
 1031636200@qq.com
1031636200@qq.com
技术支持: