欢迎访问快赢Il官网!
冷弯设备-冷弯成型机
多年专注冷弯设备、辊压冷弯成型设备及各种异型冷弯设备研发 生产 销售
全国免费服务热线:138-6180-1880

联系方式CONTACT US
 『无锡正创冷弯』专业抗震支架设备厂家,提供消防管廊抗震支架成型机及太阳能光伏支架生产线,价格优惠!
『无锡正创冷弯』专业抗震支架设备厂家,提供消防管廊抗震支架成型机及太阳能光伏支架生产线,价格优惠!
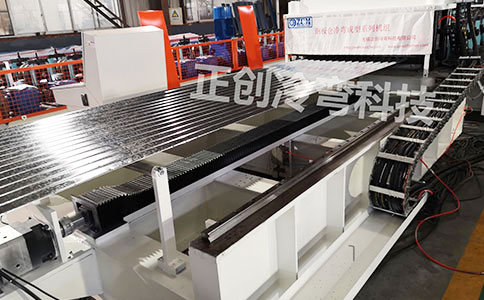
无锡冷弯设备的调试方法
2022/10/14 15:34:33
阅读:
很多客户会购买冷弯设备后不会进行调试,接下来小编介绍一下有关无锡冷弯设备的调试方法,一起来学习一下吧:
 一、让一切轧辊在一条直线上的办法。先肯定第一组与最后一组的中心点,这两组轧辊的中心点左右调动到中心。然后依据这两点,拉一条直线。中心点标志,可用粉笔涂后,再用中心卡尺标出中心点,机器上一切下轧全部用同样的办法标出中心点,然后把轧辊中心点全部左右调整到直线上。下轧辊调直后,装置回上轧辊。
一、让一切轧辊在一条直线上的办法。先肯定第一组与最后一组的中心点,这两组轧辊的中心点左右调动到中心。然后依据这两点,拉一条直线。中心点标志,可用粉笔涂后,再用中心卡尺标出中心点,机器上一切下轧全部用同样的办法标出中心点,然后把轧辊中心点全部左右调整到直线上。下轧辊调直后,装置回上轧辊。
二、调试上下轧辊的间隙的办法。我们应准备好一小段用于消费的原资料,厚度与平常用的资料分歧,再配合一面小镜子与一支手电筒。把资料放入上下轧辊之间,然后左右两边螺丝同时平均拧紧,要留意不能先拧紧一边再拧另一边,这样会招致两边的间隙可能不分歧。拧紧后,用镜子在一边照,看里面的间隙能否刚吻合,同时在另一边用电筒照,假如间隙不平均,透光会不平均。确认间隙平均后,再稍拧松一些,可以拿出方才放入的资料为宜,这时,锁紧左右两边螺丝。依次把一切的全部按一样的办法试调好间隙。
控制好以上的中心办法后,就要灵敏不同的问题运用不同的办法了。当有时分呈现一些问题时,我们不可能每次都按以上的办法重新拉一次直线,那样会很费时费力,当呈现一次细微问题时,我们能够一个个道次过料检查,这样,能够晓得从哪一组开端呈现了问题,从料头刚进入轧辊的时分,我们能够大致看出来哪一组不在一条直线上。或者直接用办法二一组组地检查间隙。当呈现扭曲或者边部波浪时,可能是某一组或者若干组左右压力不分歧或者不在一条直线上,当呈现纵向弯曲,有可能是某几组压力过紧。
上一篇:简述冷弯是如何成型的呢?

Copyright @ 2018 快赢Il © 版权所有
备案号:
 无锡市惠山区玉祁镇武玉路蓉新村
无锡市惠山区玉祁镇武玉路蓉新村
 0510-83898333 / 138-6180-1880
0510-83898333 / 138-6180-1880
 1031636200@qq.com
1031636200@qq.com
技术支持: